







Introduction of aluminum heat exchanger vacuum brazingAt present, aluminum flat tube heat exchangers have been more and more widely used in automotive air conditioners. Since this heat exchanger adopts an all-welded structure, the design index of its own heat exchange efficiency is higher than that of tube-and-fin heat exchangers....
Introduction of aluminum heat exchanger vacuum brazing
At present, aluminum flat tube heat exchangers have been more and more widely used in automotive air conditioners. Since this heat exchanger adopts an all-welded structure, the design index of its own heat exchange efficiency is higher than that of tube-and-fin heat exchangers. 10%, and in the bumpy vibration of the car, it will not reduce the heat exchange efficiency and service life due to its integrity. In its manufacturing process, the brazing process plays a pivotal role.
Processing of aluminum heat exchanger vacuum brazing
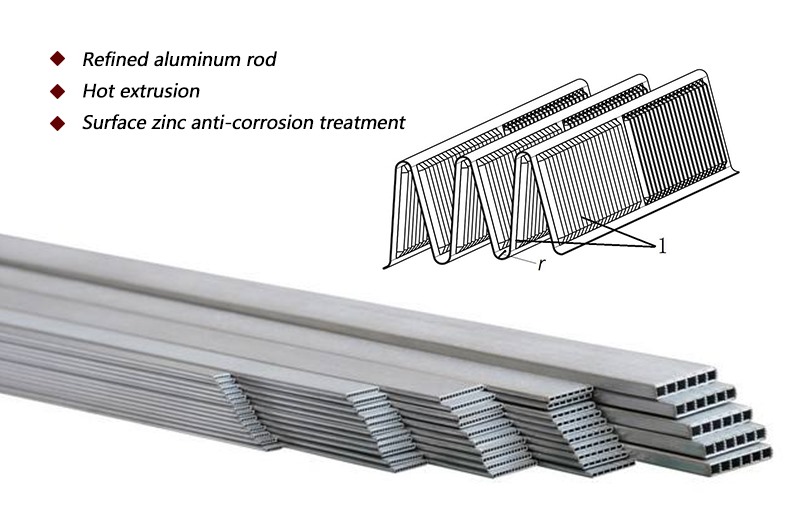
The material of the aluminum flat tube radiator is L0. and LF21, so it must use aluminum-based solder when brazing, and aluminum-silicon solder (Bal90Si) can be used. The heating temperature, in the case of ensuring the penetration of the brazing, the brazing holding time of 3-5 minutes is appropriate. When the brazing temperature is below 500 °C, a faster heating rate (about 10 °C/min) and a longer holding time can be used, and two holding sections can be set up, while above 500 °C, a slower heating rate can be used. The heating rate is 4-5℃/min and the holding time is short to achieve the perfect combination of brazing quality and efficiency. After the brazing heat preservation is completed, the cooling rate is appropriately accelerated, which is beneficial to refine the fiber seam structure and reduce the dendrite segregation, thereby improving the brazing strength. However, if the cooling rate is too high, it may cause excessive thermal stress on the weldment. For cracks, a cooling rate of 15-20°C/min can generally be used.
Features of aluminum heat exchanger vacuum brazing
Since the temperature control of vacuum brazing can be carried out by computer, it can strictly achieve the temperature and time required for brazing, and the temperature uniformity can reach ± 3 ℃, so it is very suitable for vacuum brazing of aluminum radiators. And its vacuum brazing has no pollution, no flux, no cleaning before and after welding (only degreasing before welding), easy to operate, high degree of automation, and high yield under optimized specification control. The manufacturing cost is low under the premise of mass production. Of course, it also has certain shortcomings, such as high-power consumption, high environmental requirements for equipment, dustproof and air drying, and high maintenance costs for equipment.






